Automatic Visual Inspection (AVI) has been used in the pharmaceutical industry for decades to perform reliable, repeatable, inspections at rates required for high speed pharmaceutical packaging lines. The capability and versatility of this technology enables it to be used for a range of applications designed to assure product integrity and to provide brand protection.
AVI of parenteral products: why is it so important
An important application for AVI is the inspection of powder, liquid, and lyophilized parenteral products packaged in ampoules, carpoules, vials, pre-filled syringes, and blow-fill-seal containers. Since these types of products are usually injected into patients, the need to detect foreign particulate matter (FPM) is critically important.
FPM are extraneous particles that can be present due to several sources, including:
- environmental (such as fibers, dust)
- product formulation (such as agglomerates, undissolved material)
- packaging materials (such as rubber, glass, plastic, metal)
- drug manufacturing process (metal from screen, filter material)
FPM can compromise product sterility, efficacy, and safety. Undetected FPM can result in recalled products and / or regulatory action. AVI identifies the possible presence of FPM using an image detection system (camera, optics, and lighting) and software algorithms to interpret data and identify conditions of non-compliance.
USP 1790: Visual Inspection of Injections
AVI is a precise and efficient method that is regulated at an international level (USP Chapter <1790> Visual Inspection of Injections published).
This USP chapter applies to manual, semi-automatic and fully automated visual inspection of parenterals. It mainly aims at controlling particles greater than 50 µm, while also including indications to identify other defects like cracks in primary containers or poorly fitting stoppers.
The acceptance criteria described in the USP Visual Inspection Requirements USP1790, is based on a Knapp Test. This is a detailed test carried out to ensure that manual inspection is similar to the automated process of inspection. The acceptance criteria for a successful Knapp Test requires the AVI to identify defective product at a rate equal to, or higher than, human inspectors can identify in a fixed period of time, in a controlled (light and background) environment.
To achieve this result, the AVI technology requires special, very high resolution, cameras capable of recording the product to be analyzed, lighting that allow the cameras to detect clear and defined images, and one or more computers to record and process the collected data to identify products with irregularities so that defective product can be removed from the production line.
AVI machines engineered by Bonfiglioli Engineering can be fully automatic, requiring no human assistance after starting production, and can operate at speeds up to 600 containers per minute. Semi-automatic machines require operator intervention to, in some instances, determine whether to keep or reject the product after reviewing inspection images. A hybrid configuration is also possible, in which the machine detects defects and informs the operator of the inspection results and requires the operator’s confirmation before continuing. Typically, this type of inspection is used for low production outputs or statistical tests.
Types of AVI
Prior to AVI, the visual inspection process was traditionally the work of specialized professionals. For in-line inspection equipment, human hands are replaced by automated, container specific, handling devices designed to assure that each container is properly positioned for the required inspection.
With Semi-automatic AVI equipment can be designed with an integrated collaborative robot (cobot), a programmed arm, that positions the product for inspection. These systems can be used for automating a laboratory, or for slow speed production lines.

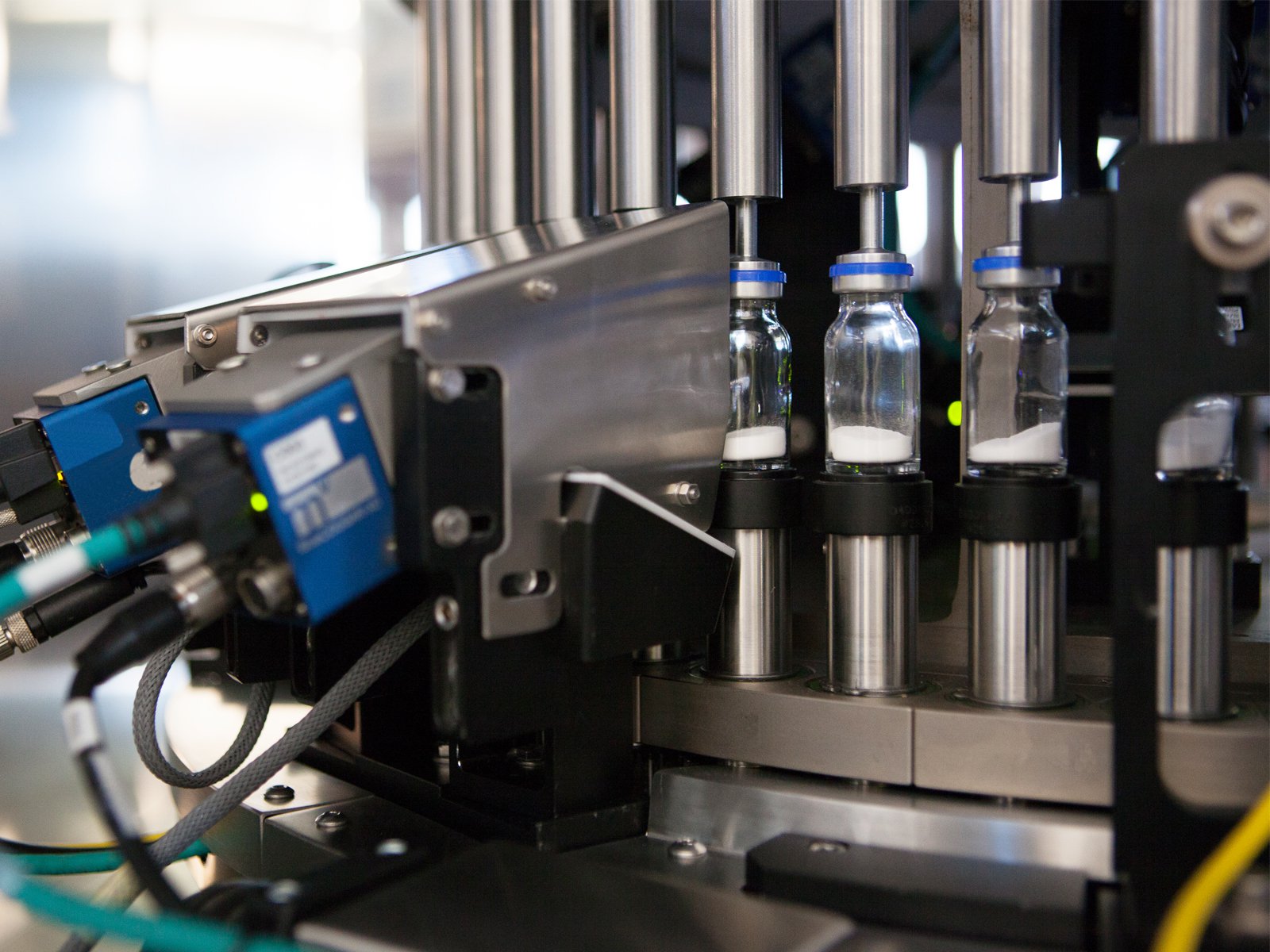
How does AVI operate?
To perform FPM detection, AVI cameras will acquire a series of product images in sequence at 360°. Once this first test has been done, the container is then put into motion and cameras record a series of images, in sequence, at different moments during rotation. In this way, by superimposing several consecutive images and comparing normal (expected) product with information detected by the camera, it is possible to detect the presence of foreign bodies or particulate matter inside the product.
The inspected product is then identified as compliant or non-compliant. A defective product triggers a timing sequence for automatic removal of the product from the machine.
Neural networks and artificial intelligence (AI) in Visual Inspection
Bonfiglioli Engineering is utilizing neural networks and artificial intelligence for the most challenging AVI applications, such as detecting defects in lyo cakes or finding challenging cosmetic defects on a container. This technology enables the inspection machine to “learn” by developing a database that can be analyzed using AI to perform more detailed, and accurate, defect detection. This analysis, over time, refines the definition of “acceptable” and “defective” products to generate an improved “defects directory.”
Improving the machine’s ability to determine which products should be accepted, and which must be rejected, results in a significant reduction of false rejects. Reducing false rejects improves line efficiency while reducing production cost. Ultimately, this technology improves product integrity and brand protection.
Defects detected through Automatic Visual Inspection
Bonfiglioli Engineering’s AVI technology can detect the following product irregularities:
- Outside particle on lyo cake or powder
- Lyo cake volume / color / form defects
- Outside particle (powder)
- Particle contamination, all type, and possibilities (Liquid)
- Product over or under fill level
- Product color irregularity
Bonfiglioli Engineering AVI technology is also capable of cosmetic inspections of the external package and/or defects of the container itself. The following irregularities can be detected:
- Non-Conforming Rubber Stopper
- Non-Conforming Flip-Off
- Damaged Flip-Off
- Non-Conforming Crimp
- Dented Aluminium Ring
- Non-Conforming Tip Shape or Ring
- Non-Conforming Fill Level
- Cosmetic Defect on Neck
- Cosmetic Defect on Body (cracks, burns, glass defects)
Combination solutions by Bonfiglioli Engineering:
The visual inspection solutions offered by Bonfiglioli Engineering can be integrated with other inspection technologies, including:
- Container Closure Integrity Testing (CCIT)
- Leak Detection (based on vacuum or pressure decay)
- Headspace Gas Analysis (HGA) - based on tunable diode laser absorption spectroscopy (TDLAS) technology)
Combining multiple inspection solutions into a single machine minimizes the required floor space, guarantees sterility, and offers greater flexibility.
Learn more about AVI in our «BExpert Notes» series, click here.
We are not just a machine manufacturer. We are your trusted partner for packaging integrity testing and analysis through feasibility studies, technical expertise, validation packages, product handling and custom-built solutions.
